
15+ Benefits of Meyer Color Sorter: Why It’s the Best Investment for Rice Sorting

“Sir, rice quality is not coming clean; broken, black, yellow, and damaged grains are mixing again; buyers are asking for better sorting; what should we do now?”
Do rice mill owners also face these kinds of problems? Pretty much common, right? When running a rice mill business, it’s not just production capacity that matters, but the final quality of rice! Whether it is domestic supply, wholesale selling, or export business, properly sorted rice plays an important role in building customer trust and getting better market value.
When choosing the right rice sorting machine, there are a lot of confusions that occur among buyers. Be it sorting accuracy, machine performance, rejection ratio, maintenance, technology, capacity, or long-term cost, the confusion just can’t end…
Since a color sorter brings real value to your rice mill by improving grain quality, reducing wastage, and giving a cleaner final output, it becomes essential to choose the right one. With this guide on 15+ benefits of Meyer Color Sorter, you don’t have to worry much about the things to keep in mind while choosing the best color sorter for rice sorting. Without waiting much, let’s begin exploring why Meyer Color Sorter can be the best investment for your rice mill business.
Why Rice Sorting Quality Matters for Every Rice Mill Business
Before anything else – this one point can decide the real profit, reputation, and growth of every rice mill business.
Rice sorting quality is not just about removing a few bad grains from the lot. It directly affects the final look, purity, grade, selling price, and customer trust of your rice. If black grains, yellow grains, broken grains, chalky grains, immature grains, stones, husk, or dust remain mixed in the final output, the rice may look low-quality even after proper milling. Full stop.
On the other hand, well-sorted rice gives a clean, uniform, and premium finish. It makes the final product more acceptable for wholesalers, retailers, exporters, and end customers. This is what helps a rice mill business stand apart in a competitive market. This is also everything covered in this guide.
Knowing this upfront means you won’t treat rice sorting as just a small processing step, because poor sorting can slowly reduce your profit, damage buyer confidence, and create repeated quality complaints.
Rice sorting quality factors that matter:
- Grain Appearance: Clean, bright, and uniform rice creates a better first impression
- Purity Level: Removing defective grains and foreign materials improves final rice quality
- Broken Percentage: Less broken rice helps maintain better grading and market value
- Customer Trust: Consistent quality increases repeat orders and long-term business relations
- Selling Price: Better sorted rice can help rice mill owners get better price acceptance
- Brand Reputation: Premium output helps your rice mill build a stronger name in the market
15+ Benefits of Meyer Color Sorter for Rice Sorting
We get it. Every rice mill owner wants to know the benefits before investing in a color sorter. But when it comes to rice sorting quality, accuracy, clean output, and long-term profit, there’s no limit to what the right machine can improve.
However, to help you out, we have come up with 15+ distinct benefits of Meyer Color Sorter for rice sorting. These benefits will help you understand how it can improve rice quality, reduce wastage, increase customer trust, and make your rice mill business more efficient.
Read ahead:
1. Highest Sorting Accuracy

High processing speed is a practical advantage for every rice mill. In day-to-day mill operations, even a small delay in sorting can affect the complete production flow. Meyer M2 Series uses a high-speed inspection system to scan grains continuously, helping the sorting process stay fast while maintaining stable output quality.
The real advantage? Meyer can scan material up to 50,000 times per second. From practical use, this speed helps mills handle more quantity in less time without depending on repeated sorting. As soon as a defective grain is detected, the Maglev® 3.0 ejector acts at millisecond speed and rejects the unwanted grain with precision. This helps the mill achieve better output, less re-sorting, reduced material loss, and higher productivity.
2. Accurate Removal of Discolored and Damaged Grains

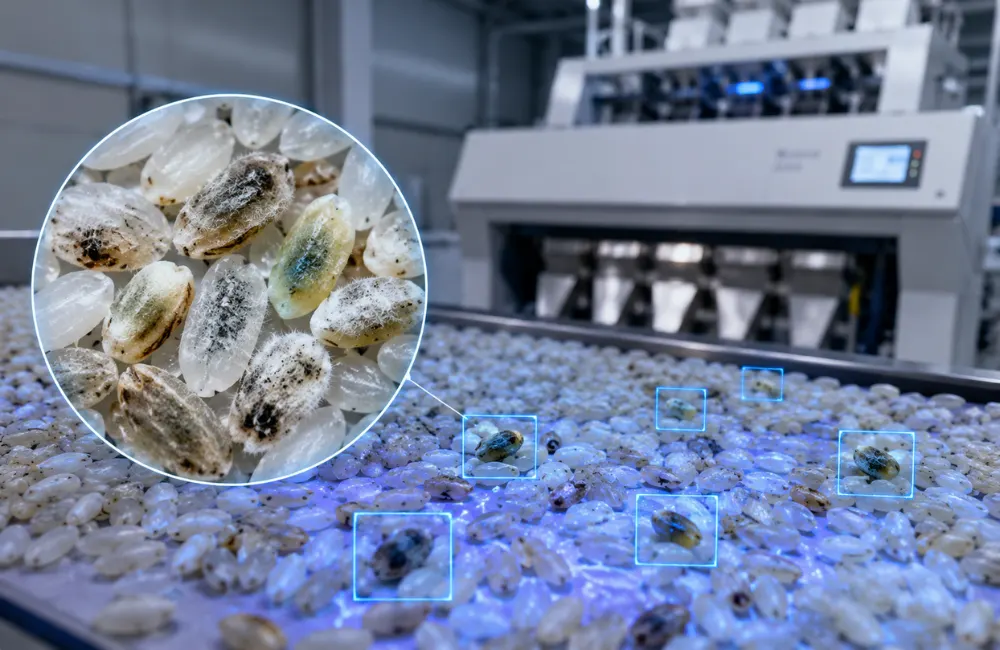
Meyer Color Sorter uses advanced light sources such as RGB, UV, and InGaAs infrared to detect visible as well as hidden defects in every grain. RGB light helps identify visible color differences, while UV light detects fungus and mold spots that are not easily visible to the eyes. InGaAs infrared light helps detect hidden defects inside the grain, which is very useful in rice mills because some defects look normal from outside but affect final quality.
Thus, the machine can identify grains that are yellow, black-tipped, chalky, broken, insect-damaged, or different from the preset standard of good rice. Once the system finds a defective grain, it gives a reject signal to the pneumatic ejector. The ejector releases a small compressed air blast at the exact moment and removes only that damaged grain, while good grains continue moving in the right direction. In practical mill operations, this helps maintain consistent quality, reduce re-sorting, and improve overall productivity.
3. Foreign Material Rejection Before Final Packaging

Foreign material rejection before final packaging is similar to the final safety check of rice quality. Thus, choosing the right color sorter is essential so that stones, glass pieces, plastic particles, moldy seeds, and other harmful impurities do not reach the final rice bag. Meyer Color Sorter uses CCD cameras, InGaAs infrared, UV technology, Ultra-HD imaging, and Maglev® ejectors to identify foreign materials that may pass through normal checking and look similar to rice.
This stage is very important because even a small foreign particle in the final bag can affect customer trust, brand image, and export quality. InGaAs helps identify glass, stones, and density-based contaminants, while UV technology helps catch mold-related particles. With 50,000 scans per second and Maglev® ejectors working at over 1200 Hz, Meyer removes unwanted foreign materials precisely before final packaging.
4. Consistent Grade Output in Every Rice Batch

The grade output enhances the final rice quality and also builds stronger buyer trust in every batch. Therefore, it is essential to pick the right color sorter to make the best rice sorting decision. If you want the same rice quality from one batch to another, go with Meyer Color Sorter, as it works on a preset “Golden Standard” of good rice based on color, shape, size, and texture. In real rice mill operations, even a small variation of 1–2% in broken grains, yellow grains, or mixed-quality rice can affect the final grade and buyer confidence, especially when the same buyer checks multiple batches regularly.
And if you need better control over difficult defects like light yellow grains, pin-point tips, and mixed-quality rice, then Meyer’s AI Deep Learning system will be ideal for your rice mill. Before we move on to the next point, you should also consider that manual sorting depends on worker focus and tiredness, while Meyer keeps comparing every grain with the same standard throughout the process. Thus, consider all these factors and choose Meyer Color Sorter for consistent grade output in every rice batch.
5. High Processing Speed for Better Mill Productivity

Before you choose a color sorter for rice sorting, it is essential to check your mill’s daily production requirement. As per your processing load, you should explore the right Meyer machine model and chute capacity, because a mill processing 20–30 tonnes per day will not need the same capacity as a plant processing 100+ tonnes per day. For small and mid-size rice mills, Meyer models starting from 120 chutes can support smooth sorting operations. And if you have high-volume industrial production, models with 600 to 780 chutes can handle faster output with better productivity. Meyer CG.A Food Series comes in 120, 240, 360, 480, 600, and 780 chute options, while DREAM Series also offers large-capacity models for bigger mills. With up to 10 tonnes per hour throughput in high-end models, 1200 times per second rejection speed, and high-resolution camera systems, Meyer Color Sorter helps rice mills process more rice in less time without compromising sorting accuracy.
6. Low Carry-Over Loss for Higher Rice Recovery

In rice processing, higher recovery is something that every mill needs from its color sorter. Then why ignore carry-over loss? There are many smart features that can turn a normal sorting process into a more profitable operation. For instance, Meyer Color Sorter uses 3D reconstruction, impurity center point positioning, targeted rejection, soft landing design, and Maglev® 3.0 ejectors to remove defective grains without carrying too many good grains along with them. In old or low-quality machines, carry-over loss can reach around 8–12%, which means every 100 kg rice may lose 8–12 kg of saleable rice. And if a mill processes 10 tonnes rice per day, reducing this loss from 10% to 2–3% can help recover around 700–800 kg extra saleable rice daily. Thus, look for all such features and choose Meyer Color Sorter for higher rice recovery, lower wastage, and better mill productivity.
7. Continuous 24/7 Operation During Peak Production Seasons

Gone are the days when rice mills could depend only on limited working hours during peak production seasons. In today’s high-demand milling operations, continuous running is essential because harvest seasons like October to December and March to May bring maximum processing pressure. If your mill needs to process rice without frequent stoppages, then choosing Meyer Color Sorter can be the right decision. Its modular structure, reliable components, stable material flow, high-frequency vibration motor, LED alarm system, and remote monitoring support help the machine run smoothly for long hours. And if you are handling high-volume production, then a 780-chute Meyer machine running at 10 TPH can process around 200 tonnes in 20 hours and up to 240 tonnes in 24 hours. That extra 40 tonnes per day can make a big difference during peak season. Prioritize your production needs and choose Meyer Color Sorter for continuous 24/7 operation, lower downtime, and better mill productivity.
8. Multi-Pass Sorting Capability for Better Yield Recovery

This is not just a simple re-sorting feature. It directly affects how much usable rice your mill can recover from the rejected material. In rice sorting, the first pass does not always reject only bad grains. Sometimes, good grains also move into the reject section along with defective grains. Meyer’s multi-pass sorting capability helps recover that usable rice by sorting the rejected material again through second, third, fourth, or further stages, depending on the requirement. For example, if a mill processes 10 tonnes of rice in a day and even 1% good rice is recovered from the reject section, that means around 100 kg extra saleable rice in one day. At ₹30 per kg, this can create around ₹3,000 additional value daily, depending on rice quality and market price. With AI Deep Learning, PID control, and accurate rejection technology, Meyer separates usable grains from actual defects more effectively.
9. Reduced Labor Cost and Lower Operational Dependency

According to rice mill operations, labor cost is one of the hidden expenses that directly affects long-term profitability. Daily wages, shift changes, absenteeism, supervision, training, and night-shift dependency can increase operational pressure during continuous production. Meyer Color Sorter helps reduce this dependency by automating the sorting process with advanced cameras, AI-based adjustment, smart feeding, and accurate rejection technology. In many medium-scale rice mills, manual sorting may require 20–40 workers, while an automated color sorter can be operated with only 1–2 trained operators. Additionally, Meyer’s AI efficiency manager, smart feeding system, quality analyzer, and real-time alerts help maintain stable sorting quality without frequent manual intervention. Wondering how to reduce labor cost and improve mill consistency? Then, Meyer Color Sorter is a strong choice for lower operational dependency, reduced human error, and more reliable rice sorting performance.
10. Fast Return on Investment for Rice Mill Owners

Meyer Color Sorter is considered a smart investment for rice mill owners, as it helps improve productivity, reduce labor dependency, and increase long-term profitability. In India, Meyer color sorter models can start from around ₹12 lakh, while the final cost depends on model, chute capacity, features, installation, and machine configuration. Better throughput, reduced manual sorting, lower human error, improved recovery, and consistent rice quality help mills recover the machine cost over time. Advanced machinery like precise color sorters and polishers can improve milling recovery by around 2–3% compared to older traditional equipment, and upgrading processing capacity from 3 tonnes per hour to 5 tonnes per hour can increase throughput by nearly 66%, which helps reduce per-ton processing cost. Additionally, if manual labor dependency reduces by around 20–25%, the mill can save on daily wages, supervision, shift management, and replacement issues.
11. Better Food Safety Compliance for Domestic and Export Markets

Meyer Color Sorter not only improves rice quality, but also supports better food safety compliance for domestic and export markets. In rice export, even one contaminated shipment can affect batch value, penalty charges, return cost, and brand reputation. India exported around 21.55 million metric tons of rice in 2025, including nearly 6.4 million metric tons of basmati rice, so clean and safe sorting has become more important than ever. In real market cases, containers have been rejected from countries like Sweden, Finland, and Norway, where even a ₹10 lakh consignment return can create ₹6–7 lakh extra cost. Meyer uses CCD cameras, InGaAs infrared, UV technology, Ultra-HD imaging, and X-Ray inspection support to detect stones, glass, metals, plastics, moldy seeds, and hidden contaminants before packaging. This helps rice mills reduce rejection risk, improve buyer trust, and maintain export-ready quality.
12. Advanced Aflatoxin and Mold Detection in Rice Grains
Aflatoxin and mold detection is one of the most important parts of food safety compliance in rice processing. Aflatoxin is not easily visible to the eyes, but it can create serious quality and export issues because export markets like the EU follow very strict limits, where total aflatoxin limit can be as low as 4 µg/kg, while India’s FSSAI limit is 30 µg/kg. Studies have shown that Hyderabad market rice samples had AFB1 contamination in 54% samples and AFB2 contamination in 34% samples, while a wider Indian rice study found AFB1 contamination in 67.8% samples. Paddy samples from Chhattisgarh, Meghalaya, Tamil Nadu, and Punjab also showed contamination risk, with open storage samples showing AFB1 contamination up to 82%, making proper detection before packaging very important for domestic as well as export-ready rice.
The real advantage? Meyer uses UV sorting and InGaAs infrared technology to detect what normal checking can miss. UV light helps identify fungus and aflatoxin-related fluorescence, while InGaAs infrared detects density differences inside the grain, including moldy seeds and hidden contamination. So even if a grain looks normal from outside, Meyer can identify the risk and reject it before it reaches the final rice bag.
13. AI-Powered Imaging System for Smarter Defect Recognition

For rice mills that want smarter defect recognition, Meyer’s AI-powered imaging system is one of the best choices. It does not only see the grain, it understands the grain quality through color, shape, density, and material type. With UHD 2.0 imaging, low-distortion lenses, industrial-grade CCD sensors, and AI Deep Learning, Meyer can identify defects as small as 0.0025 mm², while the recognition range can go up to 0.0004 mm² for highly detailed sorting.
Traditional color sorters can miss small defects like pin-point tips, worm holes, diseased spots, internal wrinkles, and very light discoloration. Meyer solves this with 50,000 scans per second, 1–2 pixel level classification, and AI models that can be trained with thousands of sample images for different defect types. This helps the machine recognize hard-to-detect contaminants and adjust sorting parameters in real time.
For a rice mill, this means better accuracy, fewer manual checks, and more consistent final output. Meyer Master 4.0 also supports smarter monitoring, equipment health alerts, and quality data tracking, so the machine does not only sort rice, it helps the mill make better production decisions. That is what makes AI-powered imaging different from normal optical sorting.
14. Easy One-Touch Operation for Rice Mill Staff

Easy one-touch operation is important for rice mills because every staff member may not have deep technical knowledge. Meyer Color Sorter solves this with a simplified control panel, modular UI, and preset sorting profiles. The operator only needs to select the rice variety, and the machine adjusts the required sorting settings accordingly.
This makes daily operation easier and reduces the chances of wrong manual settings. Meyer can manage key parameters like color sensitivity, ejection force, scan speed, and sorting mode through its user-friendly panel, which is helpful during shift changes or when new staff members operate the machine.
Training is still important, but Meyer makes routine handling much smoother with a visual LED alarm system, PC/mobile remote control, real-time monitoring, and Meyer Master Mini Program. This helps staff identify issues faster, reduce dependency on one skilled operator, and maintain stable rice sorting performance.
15. Low Maintenance Design for Maximum Machine Uptime

When we think about a rice color sorter, most mill owners only see sorting accuracy, output capacity, or final rice quality. But in real rice mill operations, machine uptime is equally important. If the machine stops during peak season, even a few hours of downtime can disturb production, delay dispatch, and affect daily revenue.
Think about it. A machine with frequent wiring issues, ejector wear, dust problems, or material blockage will need more technician visits, more spare replacement, and more stoppage time. Meyer Color Sorter reduces this problem with modular design, 70% intelligently manufactured parts, 45% fewer redundant control modules, hidden wiring, Maglev® 3.0 ejectors, 99% airtight sorting chamber, high-frequency vibration motor, and stable material flow. These features help protect sensitive components and keep the machine running smoothly for longer hours.
The mistake many mill owners make is choosing a color sorter only by price. They forget to check maintenance needs, service support, and downtime risk. With Meyer’s visual alerts, Prophet Module for predictive maintenance, and NICPL’s installation, AMC, breakdown support, commissioning, and service guidance, rice mills can reduce unexpected stoppages, lower maintenance pressure, and maintain stable sorting performance during daily production.
16. Adaptable Sorting Performance for All Rice Varieties

The rice variety your mill processes can affect how well your color sorter performs. India processes many rice types like basmati, non-basmati, parboiled, brown rice, sela, and miniket, and every variety has a different color, size, shape, and defect profile. That is why mills need a sorter that can adjust according to different grains without frequent hardware changes.
Meyer M Series and Smart Series are useful for regular rice sorting where mills need stable output, easy operation, and reliable defect removal. For advanced variety-based sorting, Meyer DREAM and Global Series support 14 rice varieties, including Japonica, Indica, Glutinous, Steamed Rice, Brown Rice, Black Rice, Indian Long Grain Rice, Thai Fragrant Rice, Vietnam Jasmine Rice, Pakistani White Rice, Red Rice, Purple Rice, and Blood Glutinous Rice.
For basmati rice, Meyer UV Luxury Series can improve sorting precision for light yellow grains and pin-point tips by around 20%. For parboiled and brown rice, NIR infrared, InGaAs infrared, and shape grading help detect backline rice, diseased grains, hidden defects, and size or shape differences. With 30 years of rice-specific experience and machines working in 100+ countries, Meyer helps mills process different rice varieties with stable quality, better flexibility, and improved market value.
Conclusion
Now you may have a complete idea of the benefits of Meyer Color Sorter for rice sorting. Since every rice mill has different sorting needs, production capacity, rice variety, and quality requirements, you should also choose the color sorter as per your mill’s working condition and business goals. By keeping in mind these benefits, you can easily understand why Meyer Color Sorter can be a smart investment for rice mill owners.
From better sorting accuracy, high processing speed, low carry-over loss, foreign material rejection, and improved rice recovery to food safety compliance, easy operation, and long-term productivity, Meyer Color Sorter helps rice mills achieve cleaner output and better market value. Whether you are dealing with basmati rice, non-basmati rice, parboiled rice, brown rice, or other rice varieties, Meyer offers advanced sorting solutions for different rice processing needs.
We hope that this Meyer Color Sorter guide by NICPL will help you choose the right rice color sorter machine for your rice mill business!
We will be back with the next blog soon; till then, stay tuned!
Image Source: Meyer, NICPL, Google, and Pinterest
FAQ:
Q1. Why should we choose Meyer Color Sorter for our rice mill?
Ans: If we want cleaner rice, better sorting quality, less wastage, and more consistent output, then Meyer Color Sorter can be a smart choice. It helps remove defective grains and impurities, so the final rice quality looks better and buyers also feel more confident.
Q2. How can Meyer Color Sorter improve our rice quality?
Ans: Meyer Color Sorter helps remove black grains, yellow grains, chalky grains, damaged grains, broken grains, moldy grains, and foreign materials from rice. With advanced cameras, lighting technology, and accurate ejectors, it separates defective grains from good rice more precisely.
Q3. Can Meyer Color Sorter reduce rice wastage?
Q4. Is Meyer Color Sorter suitable for different rice varieties?
Ans: Yes, Meyer Color Sorter is suitable for different rice varieties such as basmati rice, non-basmati rice, parboiled rice, brown rice, steamed rice, and other rice types. The machine can be adjusted according to grain size, color, shape, and sorting requirement.
Q5. Can Meyer Color Sorter remove stones, glass, plastic, and other impurities?
Ans: Yes, depending on the machine model and configuration, Meyer Color Sorter can help detect and remove stones, glass, plastic particles, moldy grains, and other unwanted impurities from rice before final packaging.
Search Artical
Our Latest Blogs

Top 7 Screw Air Compressors You Can Use in Your Textile Industry for Better Production
Getting better textile production starts with the right screw air compressor, and finding one that...
Continue Reading15+ Benefits of Meyer Color Sorter: Why It’s the Best Investment for Rice Sorting
Discover the complete guide to understanding the benefits of Meyer Color Sorter for rice mills....
Continue Reading
What makes Meyer’s Sorting Technology Different?
In today’s competitive food processing industry, precision, consistency, and efficiency define the success of every...
Continue Reading